Having issues with Part 3 of How to Replace X-Axis Motor of FUJI QP-242E Machine? Read our step-by-step SMT maintenance solution below. If you require replacement feeders, nozzles, or sensors, contact SMTBOX for OEM-compatible parts.
Installation
1. Connect the two (2) electrical connectors from the motor and attach the motor mechanically to the machine.
Note: Do not attach the timing belt at this time.
2. Press [F4] + Power ON simultaneously, to boot up the machine in Mecha-check mode.
3. Input the number of modules of the machine in “Max Module No”.
4. Connect the Digital Operator to 3CN of the X-axis servo amplifier and lower the velocity gain (CN-04) to 80.
5. Select the module and axis in [MODULE FIX] – [Input Module #] – [RETURN] – [MOVE] – [ZERO SETUP] – [NEXT AXIS] and select the X-axis.
6. Push START to start zero-setting. Interrupt the Zero Set sensor to complete zero-setting.
7. Press [RETURN] – [STROKE] – [NEXT AXIS] to display the servo counter.
8. Rotate the motor (by inching or by hand) until the servo counter reads 4000 (-4000 rear load). Apply 200V for servo lock.
9. Push the head against the maximum limit mechanical stopper (minimum limit for rear load machines).
10. Attach the belt to the motor whilst the head is touching the stopper (Belt tension = 227 ± 10 Hz.).
11. Push the head against the maximum limit mechanical stopper (minimum limit for rear load machines) and verify a servo count of 4000 ± 200 (- 4000 ± 200 rear load).
12. Press [RETURN] – [RETURN] – [I/O CHECK] – Select the module – [INPUT] and select X006, “X AXIS ZERO”.
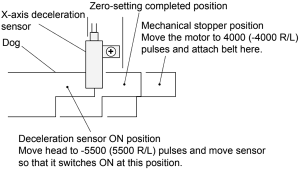
13. Move the head to verify that the dog interrupts the sensor at a servo count of -5500 ± 100 (5500 ± 100 rear load). If necessary adjust the dog position to cut the sensor at this point.
14. Change the CN-4 (velocity gain) on the X-axis servo amp back to 500.

The following is a list of the Proper data measurements that must be
performed after replacing the X-motor.
Max Limit Position X
Min Limit Position X
MFU Origin Position X/Y
Error Box Position X
Program Origin XO/YO
Mark Read Position X/Y
Camera Center XC/YC
Placing Accuracy Measurement
Nozzle Select Position X/Y (Nozzle Station only)
Nozzle Size Check Position X/Y/Z (Nozzle Station only)
MTU Origin Position X/Y (MTU only)
MTU Remover Position X/Y (MTU only)
Error Conveyor Position Y (MTU only)
Our editorial team consists of senior SREs, mechanical engineers, and SMT assembly specialists with over 15 years of industry experience in PCB assembly line optimization. All technical articles are reviewed and verified for mechanical and electronic compatibility before publication.