Having issues with Pickup Height Adjustment (Z-direction) of FUJI Intelligent SMT Feeder? Read our step-by-step SMT maintenance solution below. If you require replacement feeders, nozzles, or sensors, contact SMTBOX for OEM-compatible parts.
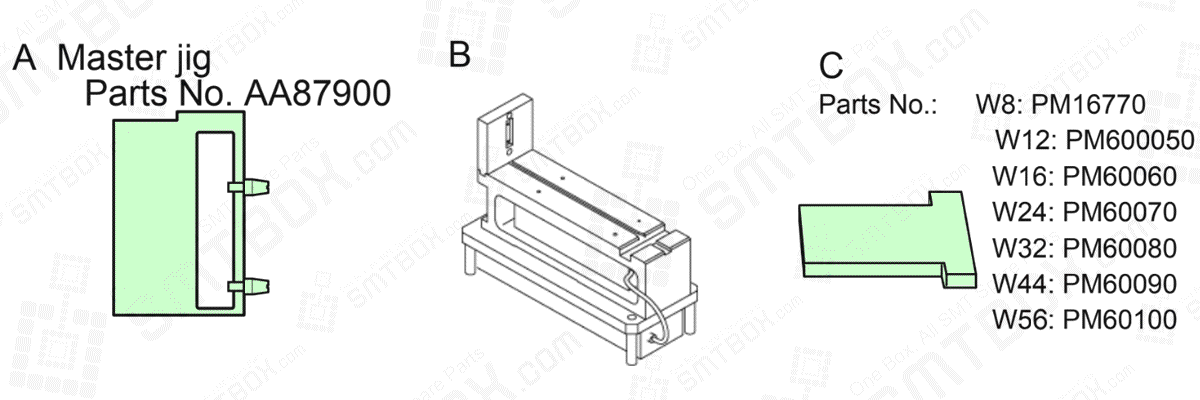
For a measurement, use following
A jig: Master jig Parts No. AA87900,
B jig,
C jig: Parts No.: W8: PM16770 W12: PM600050 W16: PM60060 W24: PM60070 W32: PM60080 W44: PM60090 W56: PM60100 and a dial gage.
The difference between the Jig A reference surface and feeder tape guide top surface should be as follows:
Feeder Type: W8, Tolerance (mm): ±0.025.
Feeder Type:W12~W56, Tolerance (mm): ±0.100
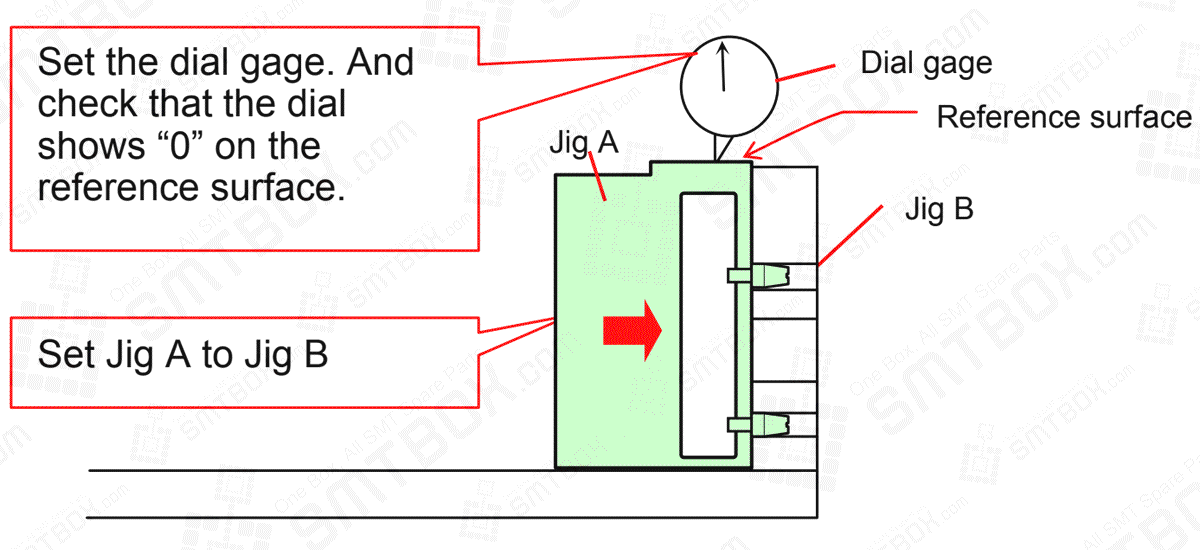
1. Set the Jig A to Jig B.
2. Set the dial gage. And check that the dial shows “0” on the reference surface. Keep this dial gage position and move this dial stand for a while.
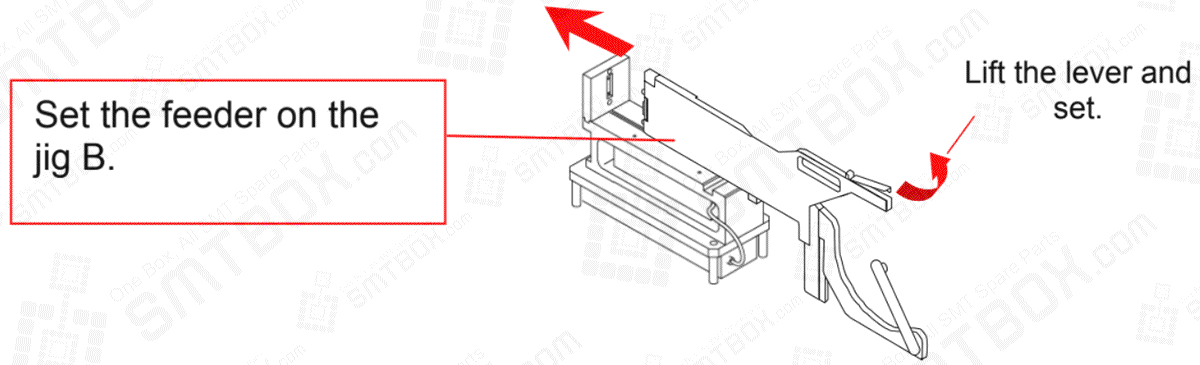
3. Set the feeder on the jig B.
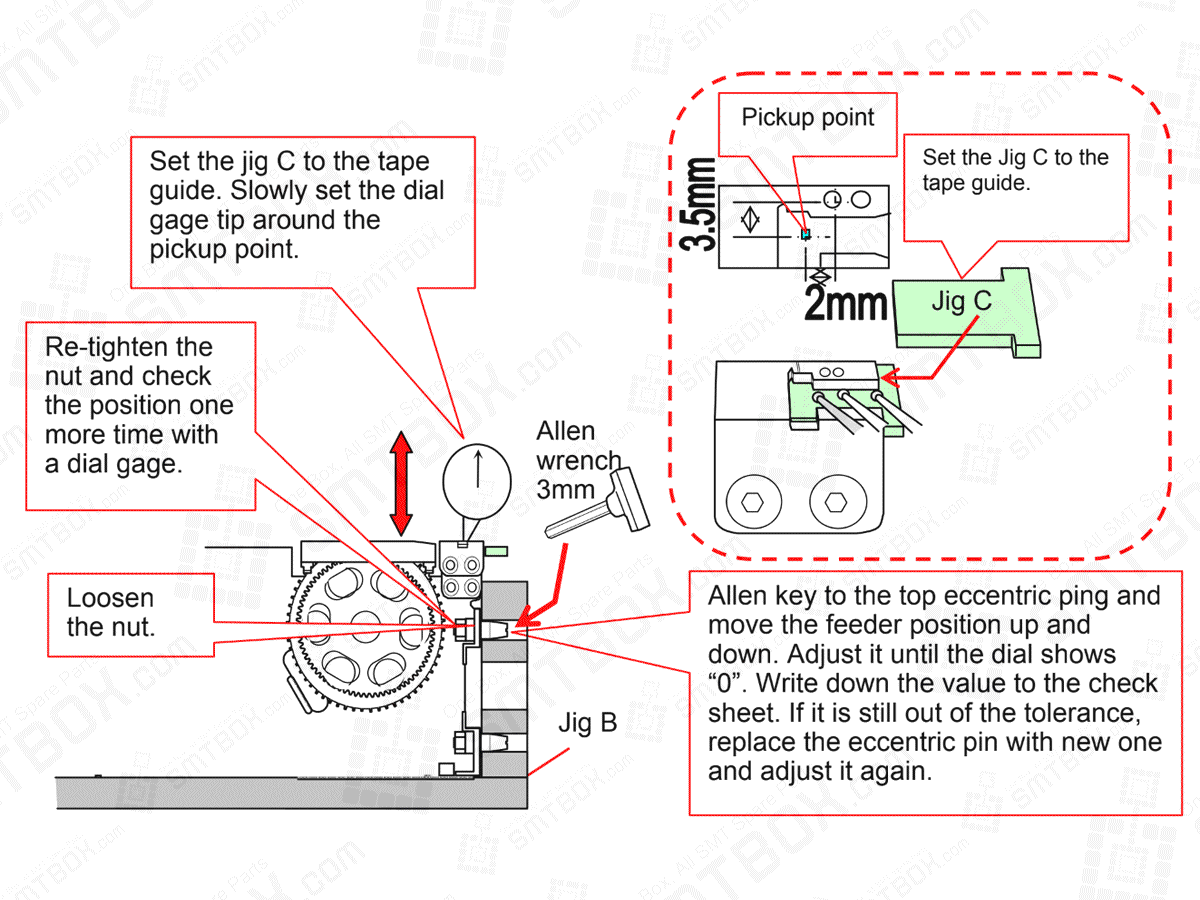
4. Set the Jig C to the tape guide.
5. After setting the jig C to the tape guide, slowly set the dial gage tip around the pickup point. Check the height difference between the jig and the tape guide. If the difference is within +/- 0.025, write down the value to the check sheet. If it is out of +/-0.025, carry out the following procedure.
6. Loosen the nut.
7. Set the Allen key to the top eccentric ping and move the feeder position up and down.
Adjust it until the dial shows “0”. Write down the value to the check sheet. If it is still out of the tolerance, replace the eccentric pin with new one and adjust it again.
8. Re-tighten the nut and check the position one more time with a dial gage.
Our editorial team consists of senior SREs, mechanical engineers, and SMT assembly specialists with over 15 years of industry experience in PCB assembly line optimization. All technical articles are reviewed and verified for mechanical and electronic compatibility before publication.