
Tools: Screw Driver
Parts: SERVO MOTOR-X [P30B08075DXS48] (J3108023A)
1. Remove the back up pin and PCB, turn the power Off, and then replace the G1F-X Motor.
2. Release the Emergency, and turn the power On.
3. Kimchi runs, and Home position comes out Failure or Success. It is a general phenomenon of assembling procedure, so it isn’t important.
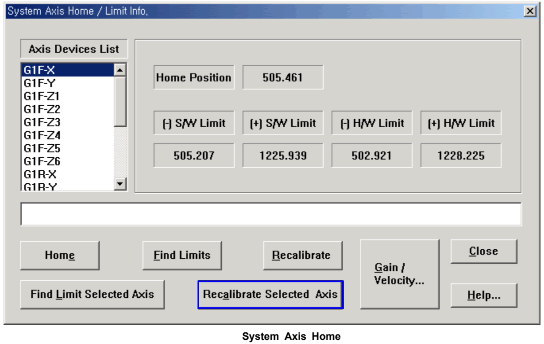
4. Regardless of Home condition, enter “Limit” window in Sys SETUP.
5. Select “G1F-X” from Axis Devices List, and press “Recalibrate Selected Axis” button.
6. If warning message appears, select “Yes”.
I. means that Hardware Limit and Software Limit will be Zero.
7. Select another axis from Axis Devices List, and select “G1F-X” again. Make sure that all the values of relevant axes are “0”.
8. Press “Home” button.
9. If all the axes of M/C have found Home and Limit, and the “Home completed” message was displayed, the replacement of motor is normally completed.
10. Gantry to Gantry Common X-Y
11. Gantry Thermal Mapping position
12. Gantry Mapping
13. Lso Scan Position XY
14. Calibrate Rail Zone Borders
15. Teach the Board Positioning Sensor and Stopper #1 in Conveyor Configuration.
16. Teach all the “Ref” Marks, and press “Teach All” button.
17. In Table Top Calibration, perform X/Y-axis Calibration of Feeder Base, ANC, and Dump Box. (However, Z-axis Calibration is unnecessary)


